Dieser Artikel ist im Entstehen und noch nicht Bestandteil der freien Enzyklopädie Wikipedia.
Solltest du über eine Suchmaschine darauf gestoßen sein, bedenke, dass der Text noch unvollständig sein und Fehler oder ungeprüfte Aussagen enthalten kann. Wenn du Fragen zum Thema hast, nimm Kontakt mit dem Autor Shop-Floor-Manager auf.
Die Werkzeugverwaltung wird in der zerspanenden Fertigung benötigt, um die Informationen über die vorhandenen Werkzeuge einheitlich zu organisieren und im Umfeld zu integrieren. Die Werkzeugdaten sind dabei in einer Datenbank gespeichert und werden mit der Werkzeugverwaltungs-Software erfasst und verwendet. Im Unterschied zu einer allgemeinen Lösung für die Verwaltung der Betriebsmittel, beinhaltet eine Werkzeugverwaltung spezialisierte technische Datenfelder, Grafiken und Parameter, die für den Einsatz im Fertigungsprozess erforderlich sind. Ein Werkzeug in der CNC-Fertigung besteht normalerweise aus mehreren Einzelteilen. Der korrekte Zusammenbau der einzelnen Komponenten zu einem solchen Komplett-Werkzeug ist Voraussetzung für eine fehlerfreie Wertschöpfungskette. Für die Bearbeitung eines Teils mit der CNC-Maschine (Arbeitsgang) sind jeweils mehrere Komplett-Werkzeuge erforderlich, die in einer Werkzeugliste dokumentiert werden. Jede Komponente, jedes Komplett-Werkzeuge und jede Werkzeugliste hat eine Identifikation, unter welcher die zugehörige Spezifikation gefunden wird.
Die Werkzeugverwaltung gliedert sich in die Dokumentation der Werkzeuge (Stammdaten) und die Logistik (Bewegungsdaten).
Die Dokumentation umfasst mindestens alle Informationen, die für einen reibungsfreien und nachvollziehbaren Fertigungsprozess benötigt werden. Zudem können damit Ersatzteile, Erfahrungswerte für den Einsatz und zugehörige Dateien verwaltet werden. Es stehen Funktionen zur Verfügung um die Daten zu pflegen, zu verarbeiten, zu drucken und mit anderen Anwendungen auszutauschen.
Die Logistik befasst sich mit der Bedarfsplanung, dem Bestand und dem Aufenthaltsort der Werkzeuge. Sie umfasst einerseits die Lagerhaltung und den Einkauf der Einzelteile mit entsprechender Auswertung des Verbrauchs. Anderseits können damit die Bewegungen der zusammengebauten Komplett-Werkzeuge innerhalb des Unternehmens geplant und koordiniert werden.
Die Stammdaten beschreiben die Werkzeuge bezüglich der geometrischen Eigenschaften, des Aufbaus und der Verwendungsmöglichkeit. Die Informationen gliedern sich in die eigentliche Beschreibung der Werkzeuge (Spezifikationen), die Vorschriften für deren Verwendung durch Personen (Arbeitsanweisungen) und die Angaben für die Verwendung durch Maschinen (Instruktionen). Die Stammdaten beschreiben ein Werkzeug in qualitativer Hinsicht vollständig, aber ohne sich um die Verfügbarkeit der realen Exemplare zu kümmern.
Die Komponenten sind Einzelteile, welche zu Komplett-Werkzeugen kombiniert werden. Komponenten werden als Einheit eingekauft und in der Werkzeugausgabe gelagert. Es wird unterschieden zwischen schneidenden Komponenten (z.B. Wendeschneidplatte) und nicht schneidenden Komponenten (z. B. Spannzangen). Schneidende Komponenten werden beim Einsatz verschlissen und müssen daher periodisch ersetzt und eingekauft werden. Nicht schneidende Komponenten sind bei normalem Gebrauch praktisch unbeschränkt einsetzbar. Sie werden meist zusammen mit einer neuen Werkzeugmaschine beschafft. Spannmittel werden wie nicht schneidende Komponenten behandelt.
Die Kopfdaten sind für alle Komponenten einheitlich gegliedert und beinhalten Informationen wie die Bezeichnung, die Bestellnummer und eine eindeutige Artikel-Nr. Jede Komponente ist einem Werkzeug-Typ zugeteilt, welcher Art und Menge der beschreibenden Datenfelder bestimmt. Zudem ist jede Komponente einer Werkzeugklasse zugeteilt, die zu einer vom Anwender definierten Baumstruktur gehört, welche dazu dient, die Werkzeuge ohne Angabe von Nummern nach technischen Kriterien zu finden.
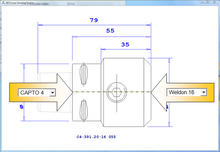
Die beschreibenden Daten (geometrische Werte) sind je nach Werkzeug-Typ unterschiedlich. Die Felder sind in der Sachmerkmal-Leiste festgelegt. Die Bedeutung geometrischer Datenfelder ist in schematischen Bildern festgehalten. Die DIN 4000 enthält einen Vorschlag für Sachmerkmale und Bilder zu deren Erläuterung.DXF Zeichnung nach BMG Standard
Unterschiedliche Grafiken für verschiedene Aufgaben sind entweder direkt in der Datenbank gespeichert, oder der Komponente über Dateiverknüpfung zugeordnet. Dabei sind in der Regel vier Typen von Grafiken zu unterscheiden:
2D Zeichnungen z.B. im DXF Format nach ISG/BMG bzw. DIN Standard für die geometrische Information.
Bei den schneidenden Komponenten werden Schnittwerte für optimale Zerspanungsleistung hinterlegt. Dabei werden für verschiedene Werkstoffe die Werte für Zustellung, Drehzahl,Vorschub, Kühlung und Art der Bearbeitung angegeben.
Die Komplett-Werkzeuge sind aus mehreren Komponenten aufgebaut. Am hinteren Ende befindet sich die Komponente, welche zur Werkzeugaufnahme der Maschine passt, auf der anderen Seite befindet sich die schneidende Komponente (z.B. Bohrer oder Wendeplatte). Dazwischen werden unterschiedliche Komponenten (z.B. Verlängerung, Spannzange) verwendet, um die gewünschte Geometrie des Komplett-Werkzeugs zu erreichen. Die Dokumentation des Komplett-Werkzeugs beschreibt, wie die Komponenten zusammengebaut werden müssen, damit Missverständnisse oder Fehler vermieden werden und gewährleistet ist, dass die im CAM-System verwendete Geometrie mit jener des realen Werkzeugs in der Werkstatt übereinstimmt.
In den Kopfdaten sind Informationen enthalten wie die Bezeichnung, eine eindeutige Ident-Nr und die Zuteilung zu einer Werkzeugklasse.
Die Geometrischen Felder errechnen sich im Allgemeinen direkt aus den Werten der verwendeten Komponenten. Bei einstellbaren Werkzeugen (z. B. Feinbohrwerkzeug mit einstellbarem Durchmesser) werden zusätzliche Angaben beim Komplett-Werkzeug gespeichert.
Die Zusammenbauvorschrift umfasst die Stückliste der benötigten Komponenten und enthält zusätzliche Angaben für den Zusammenbau, die für das spezifische Komplett-Werkzeug wichtig sind (z.B. Einstell-Toleranz + 0.03 / -0.01 mm).
Die Schnittwerte werden typischerweise von der schneidenden Komponente als Vorschlag ins Komplett-Werkzeug übernommen. Sie können dann auf die konkrete Situation in diesem Komplett-Werkzeug angepasst werden, weil z.B. verlängerte Werkzeuge andere Schnittwerte benötigen als kurz gespannte. Anhand der konkreten Erfahrung in der Werkstatt werden die Angaben kontinuierlich verbessert und für die NC-Programmierung automatisch im CAM-System verfügbar gemacht.
Die Sollwerte für die Voreinstellung dienen als Vorgabe beim Ausmessen des Werkzeugs auf einem Werkzeug-Voreinstellgerät. Zusätzlich zu den Sollwerten für die Geometrie können der genaue Ort und die Methode für die Messung angegeben werden, damit z.B. bei einem Einstechwerkzeug bestimmt werden kann, ob die linke oder rechte Schneidecke auszumessen ist.
In der Werkzeugliste sind alle Komplett-Werkzeuge aufgeführt, die für einen Arbeitsgang benötigt werden. Sie wird als Rüstliste ausgedruckt und dient der Kommissionierung und Bereitstellung der Komplett-Werkzeuge. Meist sind auch Anweisungen und Informationen darin enthalten, die nicht in direktem Zusammenhang mit den Werkzeugen stehen (z.B. Spannmittel, Aufspann-Pläne, NC-Programm, Spanndruck usw.), damit alle Unterlagen gemeinsam abgerufen werden können.
Die Kopfdaten umfassen Informationen wie die Bezeichnung, eine eindeutige Identifikation und die Zuteilung zu passenden Maschinen. Als Identifikation wird z.B. die Kombination aus "Teilenummer + Arbeitsgang" verwendet. Statt der Teilenummer kann die Zeichnungsnummer verwendet werden.
Die Liste der Werkzeuge enthält alle für den Arbeitsgang benötigten Komplett-Werkzeuge, zusammen mit dem vorgesehenen Platz in der Maschine (T-Nummer, Revolver). In dieser Liste werden auch jene Anforderungen an das Komplett-Werkzeug erfasst, die spezifisch für diesen Arbeitsgang gültig sind (z. B. minimale Schneidenlänge). Die Komplett-Werkzeuge sind in der Reihenfolge aufgeführt, wie sie im NC-Programm verwendet werden.
Die Druckausgabe ((Rüstliste) dient dem Kommissionieren der Komponenten und dem Zusammenbau der Komplett-Werkzeuge in der Werkzeugausgabe. Sie beinhaltet die benötigten Komponenten mit Lagerort und die wichtigen geometrischen Angaben und Toleranzen des Komplett-Werkzeugs.
Neben den eigentlichen Werkzeugdaten vereinfachen Hilfstabellen die Datenerfassung indem Werte aus einer Tabelle ausgewählt werden, statt sie erfassen zu müssen. Gegenüber einer manuellen Eingabe gewährleistet dies eine komfortablere und einheitliche Datenerfassung.
Auf beiden Seiten einer Komponente werden Fügebedingungen angegeben die bestimmen, welche geometrische Voraussetzung eine andere Komponente erfüllen muss, damit sie beim Zusammenbau des Komplett-Werkzeugs angefügt werden kann. Wenn eine Komponente auf der rechten Seite dieselbe Fügebedingung hat wie eine nächste Komponente auf ihrer linken Seite, können die beiden zusammengefügt werden. Die Verwendung von Fügebedingungen macht das Suchen passender Komponenten einfacher und sicherer. Beim Erfassen der Komponente wird auf beiden Seiten die richtige Fügebedingung aus einer Tabelle gewählt.
Fügebedingungen bei Werkzeugen Eine Liste der Werkstoffe ist für die Zuordnung der Schnittwerte erforderlich. Dabei sind unterschiedliche Qualitäten und mehrere gängige Bezeichnungen der Werkstoffe in der Liste enthalten, speziell auch die im jeweiligen Unternehmen individuell verwendete Bennennung.
Die Werkzeugklassen dienen dazu, die Werkzeuge in technischer Hinsicht zu gliedern. Alle der gleichen Werkzeugklasse zugeteilten Werkzeuge sind für die gleiche Aufgabe geeignet, sie haben aber unterschiedliche Größen. Die Werkzeugklassen sind in einem Baum gegliedert, der vom Anwender angepasst und erweiterte wird.
Die Werkzeug-Typen mit den zugehörigen Bildern beschreiben, welche geometrischen Werte benötigt und wo diese gemessen werden. Jedem Werkzeugtyp ist eine Sachmerkmal-Leisten zugeordnet, welche die Datenfelder der Komponenten definiert.
Die Orte werden in der Logistik verwendet, um den Aufenthaltsort der Komplett-Werkzeuge und Komponenten gezielt angeben zu können. Sie sind ein Abbild des Fertigungsbetriebs und beinhalten alle Stellen, an denen sich Werkzeuge und Betriebsmittel aufhalten können. Sie gliedern sich in Lagerorte, Zwischenlager, Erstellungs- und Fertigungseinheiten (Maschinen). Mehrere Orte werden zu Abteilungen und Standorten zusammengefasst. Die Orte selbst können in einzelne Plätze gegliedert werden. Der Detaillierungsgrad und die Tiefe der Gliederung werden nur soweit definiert, wie dies für die logistischen Aspekte auch tatsächlich notwendig ist.
Die Kostenstellen werden in der Logistik verwendet, um den Verbrauch an Werkzeugen in den verschiedenen Abteilungen auszuwerten (z.B. Dreherei). Bei der Entnahme einer Komponente im Lager wird angegeben, für welche Kostenstelle diese bezogen wird. Die Kostenstellen der Werkzeugverwaltung müssen mit jenen im PPS-System abgeglichen sein.
Die Logistik befasst sich mit den Beständen, den Lagerorten und der Beschaffung von Werkzeugen. Innerhalb der Logistik wird unterschieden zwischen den einzelnen Komponenten und den daraus zusammengebauten Komplett-Werkzeugen. Bei den Komponenten ihrerseits wird unterschieden zwischen dem betriebsinternen Materialfluss und der Beschaffung bei externen Lieferanten (Lagerhaltung).
Die Logistik der Komponenten umfasst in erster Linie die Bestandesführung, die Planung des Bedarfs und die Überwachung des Mindestbestands. Dabei wird bei Erreichen des Mindestbestands von der Werkzeugverwaltung ein Beschaffungsvorgang ausgelöst, der vom Einkauf mit dem ERP-System abgewickelt wird. Die Logistik der Werkzeugverwaltung verfügt über eine auf das Umfeld des Einsatzes abgestimmte Bedienung und über geeignete Schnittstellen zu Lagersystemen und anderen Einrichtungen innerhalb des Unternehmens. Voraussetzung für eine koordinierte Lagerhaltung der Komponenten ist eine zentrale Organisation der Werkzeuge, bei der alle Komponenten einer Fertigungseinheit an möglichst nur einer Stelle gelagert werden und jede Entnahme zuverlässig gebucht wird.
Bei der innerbetrieblichen Logistik interessiert vor allem, an welchem Ort sich eine gesuchte Komponente befindet und an welcher Kostenstelle sie verbraucht wurde. Verbraucht werden dabei nur die Verschleißteile (Schneiden), die andern Komponenten (Grundkörper, Spanmittel) werden lediglich zwischen Lager, Werkzeugausgabe und Maschinen verschoben. Die Buchung der Komponenten an die einzelnen Kostenstellen und Orte erfolgt gleichzeitig mit der Entnahme / Einlagerung im Lager. Die Bereitstellung von Werkzeugen und Betriebsmitteln wird mit einem Fertigungsauftrag ausgelöst, der sich auf eine Werkzeugliste in den Stammdaten bezieht, in welcher alle benötigten Komponenten aufgeführt sind. Die Komponenten werden vor dem Einsatz auf der Maschine entsprechend den Angaben in der Werkzeugliste zu Komplett-Werkzeugen zusammengebaut. Beim Einplanen der Fertigungsaufträge wird für jede Komponente geprüft, ob der verfügbare Bestand zur Bestückung der Maschinen ausreicht.
Die Komplett-Werkzeuge werden aus Komponenten aufgebaut und nach Gebrauch meist wieder in die Einzelteile zerlegt. Von einem Komplett-Werkzeug können gleichzeitig mehrere Exemplare zusammengebaut werden, sofern die Komponenten in ausreichender Anzahl verfügbar sind. Die Logistik der Komplett-Werkzeuge bezieht sich auf den Zustand und Aufenthaltsort der Exemplare.
Die Komplett-Werkzeug-Exemplare können typischerweise in drei verschiedenen Zuständen vorliegen:
Noch nicht zusammengebaut (die Komponenten liegen als Einzelteile vor)
Zusammengebaut im Zwischenlager (z.B. auf einem Regal)
Zusammengebaut auf der CNC-Maschine
Beim Einplanen eines Fertigungsauftrags sind die für den Arbeitsgang benötigten Komplett-Werkzeuge anhand der zugehörigen Werkzeugliste bekannt. Ebenso ist bekannt, welche Komplett-Werkzeuge sich auf der für die Bearbeitung vorgesehenen CNC-Maschine befinden. Die benötigten, aber noch nicht auf der Maschine vorhandenen Komplett-Werkzeuge werden in einer Netto Beladeliste ausgedruckt. Sie müssen entweder neu zusammengebaut oder aus dem Zwischenlager entnommen werden. Mit einer koordinierten Logistik der Komplett-Werkzeuge wird der Aufwand für die Bereitstellung der Werkzeuge und das Einwechseln in der Maschine reduziert.
Die Werkzeugverwaltung dient dem Ziel, einen effizienten und fehlerfreien Auftragsablauf in der Fertigung zu gewährleisten. Vorhandenes Wissen wird allgemein verfügbar gemacht und die in den Stammdaten festgehaltenen Vorgaben werden beachtet. Damit dies möglich ist, müssen die Informationen für die unterschiedlichen Aufgaben an den jeweiligen Arbeitsplätzen verfügbar sein. Die Integration der Werkzeugdaten ermöglicht anderen Anwendungen die Verwendung der Werkzeugdaten, die mit der Werkzeugverwaltung gepflegt werden. Dabei greifen diese Anwendungen entweder direkt auf die Datenbank der Werkzeugverwaltung zu, oder die Daten werden über Schnittstellen ausgetauscht. Speziell in der CNC-Fertigung, wo mehrere Personen am Fertigungsprozess beteiligt sind, vermeidet die Integration Fehler, Verzögerungen und mehrfache Datenerfassung. Nachfolgend die Beschreibung, in welchem Bezug einige der wichtigsten Anwendungen mit der Werkzeugverwaltung stehen.
Im PPS-System wird zu jedem Bauteil der Arbeitsplan gespeichert, welcher die Beschreibung der Arbeitsgänge und die Liste der benötigten Ressourcen enthält. Die Beschreibung der Ressourcen erfolgt mit der Werkzeugverwaltung, weil diese im PPS-System nicht ausreichend oder zweckdienlich untergebracht werden kann. Soll ein Bauteil hergestellt werden, wird mit dem PPS-System ein Fertigungsauftrag erstellt, der den Arbeitsplan enthält. Die benötigten Ressourcen wie Zeichnungen, NC-Programme, Werkzeuglisten und Anweisungen werden in der Fertigung aus der Werkzeugverwaltung abgerufen. Die Integration bedeutet, dass über eine Schnittstelle sicher gestellt ist, dass die Information in der Werkzeugverwaltung auch wirklich vorhanden ist, wenn vom PPS-System in einem Arbeitsgang darauf verwiesen wird. Voraussetzung für eine Integration ist eine systematische Nummerierung der Dokumente und Betriebsmittel.
Das ERP-System plant Rohmaterial, Verbrauchsmaterial und andere Ressourcen. Es ist eng mit dem PPS-System verbunden und übernimmt die Aufgaben der Materialwirtschaft und Logistik. Auf die Werkzeuge bezogen betrifft dies die Verschleißteile (schneidende Teile), die bei Erreichen des Mindestbestands beschafft werden.
Wenn der Lagerbestand der Komponenten mit der Werkzeugverwaltung geführt wird, werden nicht Bestellungen an den Lieferanten geschickt, sondern Bestellanforderung (BANF) an das ERP-System übermittelt, welches die tatsächliche Bestellung übernimmt. Voraussetzung ist dabei, dass die Artikel in beiden Systemen mit derselben Nummer erfasst sind. Zusätzlich können mit der Integration auch alle internen Lagerbewegungen der Werkzeugkomponenten für die Kostenrechnung ans ERP-System übergeben werden.
Mit dem CAM System werden die Bearbeitungsbefehle (NC-Programm) für die CNC-Maschinen erstellt. Geometrie, Bezeichnung und Schnittwerte der benötigten Komplett-Werkzeuge werden direkt aus der Werkzeugverwaltung übernommen. Dadurch ist sichergestellt, dass alle verwendeten Werkzeuge dokumentiert sind und mit der Realität in der Werkstatt übereinstimmen.
Alle in einem NC-Programm verwendeten Werkzeuge werden aus dem CAM System automatisch als Werkzeugliste in der Werkzeugverwaltung gespeichert. Dadurch ist bei der Vorbereitung des Arbeitsgangs bekannt, wie welche Werkzeuge gerüstet und eingesetzt werden müssen.
Neben den herkömmlichen Werkzeugschränken werden oft Lagersysteme eingesetzt, die dem Bediener das Regal mit dem gewünschten Artikel bereitstellen. Der Zusammenhang zwischen der Artikelnummer und dem Lagerplatz wird in der Werkzeugverwaltung gespeichert. Beim Buchen einer Werkzeugentnahme im Logistik-Bereich der Werkzeugverwaltung wird das Lagersystem automatisch angesteuert. Alternativ kann die Zuordnung der Lagerplätze im Lagersystem konfiguriert sein. Die Entnahme wird dann am Lagersystem vorgenommen und die Be-standsänderung an die Werkzeugverwaltung übermittelt.
Die CNC-Maschine benötigt bei der Bearbeitung zur Positionierung der Werkzeuge deren genaue Abmessungen. Beim Einsetzen der Komplett-Werkzeuge in die Maschine muss deshalb deren Länge und Durchmesser eingegeben werden. Diese Einstellwerte der Werkzeuge können mit einem externen Voreinstellgerät gemessen werden.
Komfortable Voreinstellgeräte übernehmen die Sollwerte, Bezeichnung und Toleranzen aus der Werkzeugverwaltung und übergeben die gemessenen Ist-Werte direkt an die Steuerung der CNC-Maschine. Die Integration der Werkzeugverwaltung mit den Voreinstellgeräten erfolgt im Austauschformat der jeweiligen Gerätehersteller und beinhaltet auch die Grafiken und Angaben zur Messmethode.
Um den Aufwand der erstmaligen Erfassung der Komponenten in der Werkzeugverwaltung zu reduzieren, stellen die Werkzeughersteller Daten und Grafiken in entsprechend aufbereiteter Form zur Verfügung. Für die technischen Daten der Werkzeuge werden derzeit das DIN 4000 und das ISO 13399 Austauschformat verwendet. Die 2D Grafiken werden dabei, soweit erforderlich, entsprechend dem ISG/BMG bzw. DIN Standard bereitgestellt. Für 3D Grafiken werden meist STL und STEP Format angeboten und die Achslage wird entsprechend dem Einsatz auf der Maschine gewählt.
Steigende Ansprüche in Design und Qualität, kombiniert mit Zeit- und Kostendruck, zwingen die Unternehmen zu permanenter Investition in noch leistungsfähigere Ausrüstung und Verfahren. Die modernen CNC-Maschinen (z.B. Dreh-Fräs-Maschinen) sind hoch produktiv, sie sind aber in Vorbereitung und Anwendung sehr an-spruchsvoll. Voraussetzung für den erfolgreichen Einsatz neuer Technologien ist deshalb die gleichzeitige Anpassung der Organisation mit der Möglichkeiten zum Speichern und Abrufen der zusätzlich benötigten Informationen. Das zusätzlich erforderliche Wissen kann so in den betrieblichen Ablauf eingebunden und für die benötigten Aufgaben bereitgestellt werden.
Ohne umfassende Werkzeug- und Fertigungsdaten-Verwaltung besteht die Gefahr, dass Betriebsmittel, Werkzeuge und Anweisungen falsch oder unvollständig bereitgestellt werden und als Folge Unterbrüche in der und die Fertigung resultieren.
Beim Kauf neuer Ausrüstung wird die benötigte Information für die zweckdienliche Verwendung (z.B. Schnittwerte bei Werkzeugen) mitgeliefert. Diese Information liegt jedoch in lieferantenspezifischer Formulierung vor (z.B. Maximaler Einstelldurchmesser eines Feinbohrwerkzeugs). Bevor die neue Anschaffung eingesetzt werden kann, müssen die Angaben in das betriebsspezifische und aufgabenorientierte Format gebracht werden (z.B. konkret benötigter Einstellwert für ein Feinbohrwerkzeug). Zudem muss diese Information an allen betroffenen Arbeitsplätzen verfügbar gemacht werden (z.B. muss der konkrete Einstelldurchmesser sowohl in der NC-Programmierung als auch in der Werkzeugausgabe bekannt sein). Die betriebsspezifisch aufbereiteten Informationen liegen als allgemeine oder teilespezifische Anweisungen vor (z.B. EDV basierte Werkzeugblätter) und müssen verwaltet und in Auftragsablauf eingebunden werden.
Fehlende Information kann dazu führen, dass wegen ungeeigneter Schnittwerte wertvolle Kapazität verloren geht, oder die Stanzeit der Werkzeuge stark reduzieret wird.
Die Werkzeug- und Fertigungsdaten werden in betriebsspezifischer Form in Datenbanken verwaltet. Dafür wird eine Softwareanwendung eingesetzt, mit der die Informationen abteilungsübergreifend von verschiedenen Personen verwendet werden. Eine mehrfache Erfassung derselben Information in verschiedenen Datenbanken ist fehleranfällig und zeitaufwändig.
Damit die Daten nicht nur durch Personen abgerufen, sondern auch in anderen Softwareanwendungen genutzt werden können, werden entsprechende Schnittstellen benötigt. Damit kann von unterschiedlichen Arbeitsplätzen (z.B. CAM-System, Voreinstellgerät, Werkstatt-Logistik) gleichzeitig auf die aktuellen Informationen in der Datenbank zugegriffen werden und ein effizienter und reibungsfreier Arbeitsablauf ist gewährleistet.
Die zentrale Datenhaltung vermeidet Fehler und Stillstandszeiten in der Fertigung, die durch vergessene Anpassungen in den Spezifikationen oder unvollständigen Anweisungen entstehen.
Sei es für die Planung der Maschinenbelegung, die Vorbereitung der Werkzeuge der Nachtschicht, den Einkauf von Verbrauchsartikeln oder den Entscheid für eine Neuanschaffung, stets sind ausreichend Informationen notwendig, damit die Aufgaben effizient und zielsicher gelöst werden können. Die strukturierte Verwaltung aller Angaben im Umfeld der Werkzeuge ermöglicht, kurzfristig alle Informationen und Zusammenhänge verfügbar zu machen. Diese ist Voraussetzung sowohl für eine vorausschauende Planung, als auch für den koordinierten Einsatz des vorhandenen Wissens und der betriebsspezifischen Erfahrung.
Typisch Anzeichen für eine verbesserungsfähige Organisation sind z.B. eine Uneinheitliche Verwendung neuer Werkzeuge, falsche Mindestbestände, wiederholtes Suchen von Werkzeugaufnahmen in der Werkstatt, kurzfristige Umstellungen in der Fertigung und lange Umrüstzeiten.
Die Bedeutung des Informationsaustausches zwischen den Arbeitsbereichen ist je nach Art der Firma unterschiedlich. Allgemein gilt, dass fehlende und unklare Informationen bedeutende Fehlerquellen sind und sich durch Kapazitätsverlust, Ausschuss, Zeitverzögerung und ineffiziente Arbeitsabläufe bemerkbar machen. Manuelle Schnittstellen und mündlicher Informationsaustausch sind potentielle Fehlerquellen und Hürden für neue Mitarbeiter.
Je mehr Personen am Fertigungsprozess beteiligt sind, umso wichtiger sind verbindliche Anweisungen und klare Abläufe. Häufig auszuführende Tätigkeiten müssen effizienter organisiert werden als selten anfallenden Arbeiten. Besonders wichtig sind verbindliche Spezifikationen bei komplexen Bearbeitungssituationen zur Vermeidung von Maschinenschäden und bei Produkten mit besonderen Risiken im Falle einer fehlerhaften Lieferung.
Typischerweise entsteht das Bedürfnis nach einer Werkzeugverwaltung dann, wenn der Arbeitsablauf wiederholt Probleme bereitet (z.B. ständiges Suchen nach Werkzeugen, oder Maschinenschaden wegen Fehlern) oder im positiven Fall, weil neue Technologien eingeführt werden und die Organisation den steigenden Anforderungen rechtzeitig angepasst werden soll (z.B. Einführung eines zentralen Voreinstellgeräts). Obschon das Bedürfnis lediglich in einem einzelnen Arbeitsbereich akut ist (z.B. Reduktion des hohen und falschen Werkzeugbestands), kann das Problem nur dann nachhaltig gelöst werden, wenn die Informationen aus allen Arbeitsbereichen sinnvoll miteinander verknüpft werden. Aus verschiedenen Gründen kann diese Aufgabe nur mit einer darauf spezialisierten Lösung zweckdienlich und nachhaltig gelöst werden.
Bevor eine Werkzeugverwaltung beschafft wird ist festzulegen, welche Aufgaben damit gelöst und welche Schwachstellen und zusätzlichen Möglichkeiten abgedeckt werden sollen. Die Zusammenstellung beschreibt die Aufgaben und Ziele, ohne die dafür verwendete Methode vorwegzunehmen und damit die Lösungswege einzugrenzen. Je nach Art der Fertigung (Serien, Prototypen), der Branche in welchem das Unternehmen tätig ist (Medizinaltechnik, Maschinenbau, Zulieferer) und der eingesetzten Fertigungsmaschinen, wird den verschiedenen Aufgaben eine unterschiedliche Priorität beigemessen. Die Beschreibung der Aufgaben bezieht sich auf alle betroffenen Abteilungen und dient als Basis für ein Lastenheft
Das Lastenheft ist eine systematische Aufstellung der Anforderungen an die geplante Lösung. Sie dient als Basis für die von den möglichen Lieferanten zu erstellenden Angebote und ist gegliedert in die folgenden Kapitel:
Die Einleitung beschreibt den Hintergrund und die angestrebten Ziele in globaler Form.
Die Randbedingungen erläutern das Mengengerüst der betroffenen Daten, die Anforderung an die Nummerierungssysteme, die Anzahl benötigter Arbeitsplätze für die verschiedenen Aufgaben, die EDV-technischen Gegebenheiten einschließlich der zu integrierenden Anwendungen, sowie Angaben zur Organisationsform und der vorgesehenen Einführungsphasen.
Die Prozessanforderungen sind gegliedert nach Arbeitsplatz. Sie beschreiben die Anforderungen der Mitarbeiter an die Lösung aus Sicht des Arbeitsablaufs als Teil des Fertigungsprozesses (z.B. Drucken der Netto Bedarfsliste mit Barcode und Lagerort).
Die funktionalen Anforderungen beschreiben nicht selbstverständliche Randbedingungen für spezifische Aufgaben und entsprechen oft dem Detailwissen einzelner Mitarbeiter, welche die Aufgabe derzeit ausführen. So soll z.B. festgehalten werden, ob die Werkzeuggröße bei der Netto Beladeliste berücksichtigt werden muss.
Die nicht funktionalen Anforderungen beschreiben Randbedingungen und Wünsche, die sich auf die ganze Lösung beziehen und nicht einzelne Funktionen betreffen. So kann z.B. festgehalten werden, dass die Installation von Updates ohne externe Dienstleistung durch IT des Kunden möglich sein soll. Die nicht funktionalen Anforderungen sind meist gegliedert in Vorgaben der IT, Anforderungen der QS und allgemeine Wünsche der Anwender (z.B. Verständliche, intuitive Bedienung).
Statt ein Lastenheft zu erstellen, können die Anforderungen auch mit möglichen Lieferanten besprochen werden, welche dann für das Unternehmen einen Vorschlag ausarbeiten. Die Lieferanten verfügen über Erfahrung aus ähnlichen Unternehmen und können diese mit einfließen lassen. Je nach Kompetenz und Reputation des Liefe-ranten kann damit ein besserer Vorschlag resultieren, als mit einem selbst erstellten Lastenheft.
Vor der Einführung einer Werkzeugverwaltung wird meist eine Beurteilung der erwarteten Vorteile in Bezug zu den erforderlichen Auslagen erstellt. Nachfolgend eine Liste von Aspekten, die eine Berechnung des Nutzens erleichtern:
Zeitgewinn und Fehlervermeidung beim Programmieren im CAM System dank Zugriff auf zentral gespeicherte Werkzeuginformationen, einfachere Erstellung von 3D Modellen, generieren von Rüstlisten.
Zeitgewinn beim Suchen und Bereitstellen von Unterlagen in der AV, kombiniert mit besserer Planung und größerer Verlässlichkeit.
Einsparung von Zeit beim Rüstvorgang auf Basis geeigneter Dokumente und Planungsunterlagen. (Rüstblätter, Netto Bedarfslisten, Integration mit der Voreinstellung und den Lagersystemen.)
Reduzierter Aufwand beim Umrüsten der Maschinen, höhere Verfügbarkeit der Maschinen. Stillstandszeiten beim Umrüsten vermeiden, Wartezeiten wegen falsch gerüsteter oder nicht auffindbarer Werkzeuge ausschließen, Maschinenschäden einschließlich Folgekosten vermeiden.
Bearbeitungszeit verkürzen indem optimale Technologie (Werkzeuge, Schnittwerte) zielsicher eingesetzt wird. Der Koordinierte Einsatz neuer Technologien ermöglicht, Auswahlmöglichkeit für Werkzeuge mit Erfahrungswerten zu erleichtern, Wissen dokumentieren und personenunabhängig zu organisieren.
Auslastung der Maschinen verbessern mit besser Planung und fundierten Kenntnissen, Flexibilität erhöhen.
Reduktion des Lagerbestands auf die tatsächlich verwendeten Werkzeuge. Mehr Übersicht und Reduktion des Lagerbestands als direkte Resultate.
Zeiteinsparung und höhere Verlässlichkeit in der Logistik (Bestellwesen) durch Automatisierung und In-tegration.
Folgeeffekte der strukturierten Organisation auf andere Bereiche wie Spannmittel, Messmittel etc.
Bei der Berechnung der Kosten sind die Anschaffungskosten und die zur Implementierung benötigten internen Ressourcen zu berücksichtigen.
Der Anwender legt bei der Beurteilung einer neu zu beschaffenden Lösung spezielles Augenmerk auf jene Aspekte, die den primären Grund für eine Beschaffung verursacht haben (z.B. Kapazitätsverlust durch Suchen von Werkzeugen) und die unmittelbar angrenzenden Schwachstellen (z.B. Reduktion der Werkzeugkosten durch Zentralisierung der Lagerhaltung). Es ist die Aufgabe der Verantwortungsträger, die Aufgabe global zu betrachten und dem Bedürfnis strukturell zu begegnen, statt mit einer lokalen Lösung vorübergehende Linderung herbeizuführen. Weil es sich um eine übliche Aufgabe der CNC-Fertigung handelt, muss die Lösung nicht neu erfunden werden, sondern aus den verfügbaren Anwendungen ist die am besten geeignete zu wählen und in sinnvollen Schritten einzuführen. Unabhängig von den technischen Fakten sind dabei auch die Hintergründe des Herstellers zu beleuchten. Dieser sollte unter anderem über eine nachhaltige Vision und entsprechende Ressourcen verfügen und nicht derart mit anderen Produkten verflochten sein, dass der universelle Einsatz oder der Abdeckungsgrad der Aufgaben beschränkt sind.
Die Einführung einer Werkzeugverwaltung beginnt mit der Kommunikation im Betrieb. Nur wenn alle Beteiligten den Vorteil der strukturierten Organisation erkennen, wird der erwartete Nutzen erreicht. Dies erfolgt am besten anlässlich eines Workshops, bei dem genügend Zeit zur Verfügung steht um alle Fragen und Hinweise der Mitarbeiter anhand einer Testinstallation zu behandeln.
Die Einführung konzentriert sich im ersten Schritt auf die Erfassung der Stammdaten, wobei gleichzeitig die Vielfalt der Werkzeuge auf das Notwendige reduziert wird. Damit steht bereits ein einheitliches System zur Verfügung für die NC-Programmierung, die Werkzeugausgabe und für die technologische Planung, womit ein wesentlicher Teil des Nutzenpotenzials ausgeschöpft werden kann.
In einem nächsten Schritt wird die Logistik eingeführt und danach die prozessorientierte Verwendung für weitere Aufgaben und die Integration mit anderen Systemen. Die Erfahrung des Lieferanten ermöglicht dabei eine realistische Zeit- und Kostenplanung.
<!-- NOWIKI an den Kategorien bitte im Benutzernamensraum nicht entfernen -->
[[Kategorie:Fertigungstechnik]]
[[Kategorie:Computer Integrated Manufacturing]]
[[Kategorie:Numerische Steuerung]]
[[Kategorie:Zerspanen]]
[[Kategorie: Logistik]]
[[Kategorie:Material- und Lagerwirtschaft]]






.jpg)


