Eine Schweißverbindung entsteht durch Schweißen, d. h. durch „das unlösbare Verbinden von Bauteilen unter Anwendung von Wärme und/oder Druck, mit oder ohne Schweißzusatzwerkstoffen“ (EN 14610[1] und DIN 1910-100[2]). Es ergibt sich eine innige Vereinigung der verbundenen Fügepartner, die Schweißverbindung.
Schweißstoß
BearbeitenAls Schweißstoß wird der Bereich bezeichnet, in dem Schweißteile miteinander vereinigt werden. Es gibt verschiedene Stoßarten, die in der ISO 17659 genormt sind und sich durch die konstruktive Anordnung der Werkstücke oder deren Endflächen unterscheiden.[3]
Je nach Stoßart können verschiedene Nahtarten angewendet werden. Man unterscheidet Stumpf- und Kehlnähte. In Stumpfnähten verlaufen die Kraftlinien mit relativ gleichmäßiger Spannungsverteilung, während bei Kehlnähten die Kraftlinien umgelenkt werden, was zu Spannungsspitzen führt.
Der hier abgebildete Bördelstoß, ist keine Stoßart im Sinne der ISO 17659.
| Stoßart | Variante 1 | Variante 2 |
|---|---|---|
| Stumpfstoß | ||
| Überlappstoß | ||
| Parallelstoß | ||
| T-Stoß | ||
| Kreuzstoß (Doppel-T-Stoß) | ||
| Eckstoß | ||
| Mehrfachstoß | ||
| Schrägstoß | ||
| Bördelstoß |












Schmelzschweißverbindungen
Bearbeiten-
 Bezeichnungen von Stumpfnähten
Bezeichnungen von Stumpfnähten -
 Bezeichnungen von Kehlnahtverbindungen
Bezeichnungen von Kehlnahtverbindungen -
 Kehlnahtdicke
Kehlnahtdicke -
 Sonstige Nahtformen für die Herstellung eines T-Stoßes
Sonstige Nahtformen für die Herstellung eines T-Stoßes




Stumpfnähte
BearbeitenFür die Charakterisierung von Stumpfnähten sind verbindliche Begriffe eingeführt worden, die in der ISO 17659 zu finden sind.
Bei einer qualitativ guten Stumpfnaht muss die Nahtwurzel durchgeschweißt sein, alle Maßvorgaben müssen eingehalten werden, sogenannte offene Endkraterlunker (ugs. Endkrater) müssen vermieden werden. Zwischen der Schweißnaht und den Blechoberflächen sollten keine schädigenden Einbrandkerben vorhanden sein. Die Naht sollte frei von Rissen, Binde- und Wurzelfehlern sein. Es können konstruktiv auch nicht durchgeschweißte Stumpfnähte vorgesehen werden. Diese haben im Schweißstoßbereich eine geringere Tragfähigkeit. Die Stumpfnahtbezeichnungen CJP und PJP kommen aus dem amerikanischen AWS Regelwerk und bedeuten „Complete Joint Penetration“ (voll durchgeschweißte Stumpfnaht) und „Partial Joint Penetration“ (teilweise durchgeschweißte Stumpfnaht).
Kehlnähte
BearbeitenBei geschweißten Stahlkonstruktionen treten Kehlnähte am häufigsten auf. Man unterscheidet auch hier verschiedene Anordnungen, wie:
- Halsnähte
- Flankennähte
- Stirnnähte
- Ecknähte
- Stegnähte.
Kehlnähte können unterbrochen ausgeführt werden, wenn es die Belastung und Korrosionsbedingungen zulassen.
Wesentliche Qualitätsmerkmale für eine Kehlnaht sind die Nahtdicke a und die Einbrandtiefe. Auch Kehlnähte sollten frei von Einbrandkerben und Endkraterlunkern sein.
Sonstige Nähte
BearbeitenUnter sonstigen Nähten werden Mischformen zwischen Stumpf- und Kehlnähten verstanden. So können T-Stöße durch sogenannte HV- oder Doppel-HV-Nähte oder auch HU-Nähte hergestellt werden. Auch wenn diese Nähte häufig mit Kehlnähten verwechselt werden, zählen sie gemäß EN ISO 9692-1, Empfehlungen zur Schweißnahtvorbereitung, zu den Stumpfnähten.
Widerstandsschweißverbindungen
Bearbeiten-
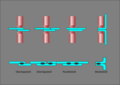 Stoßarten beim Punktschweißen
Stoßarten beim Punktschweißen -
![Stoßarten und Nahtausbildung bei der Rollennahtschweißung nach [4]](//upload.wikimedia.org/wikipedia/commons/thumb/7/74/Sto%C3%9Farten_beim_Rollennahtschwei%C3%9Fen1.png/120px-Sto%C3%9Farten_beim_Rollennahtschwei%C3%9Fen1.png) Stoßarten und Nahtausbildung bei der Rollennahtschweißung nach [4]
Stoßarten und Nahtausbildung bei der Rollennahtschweißung nach [4]

![Stoßarten und Nahtausbildung bei der Rollennahtschweißung nach [4]](/wiki/Datei:Sto%C3%9Farten_beim_Rollennahtschwei%C3%9Fen1.png)
Widerstandspunktschweißverbindungen
BearbeitenZum Widerstandspunktschweißen werden übereinander liegende Blechabschnitte benötigt, die als Überlapp- oder als Parallelstoß (für Verstärkungen), auch als Bördelstoß ausgebildet sein können.
Rollennahtschweißverbindungen
BearbeitenBleche können durch Rollennahtschweißen auf unterschiedliche Art miteinander verbunden werden. Als Schweißstöße können auch Stumpf- und Überlappstöße in Betracht gezogen werden.
Einzelnachweise
Bearbeiten- ↑ DIN EN 14610:2005-02 Schweißen und verwandte Prozesse – Begriffe für Metallschweißprozesse.
- ↑ DIN 1910-100:2008-02: Schweißen und verwandte Prozesse – Begriffe – Teil 100: Metallschweißprozesse mit Ergänzungen zu DIN EN 14610:2005.
- ↑ DIN EN ISO 17659:2005: Schweißen Mehrsprachige Benennungen für Schweißverbindungen mit bildlichen Darstellungen; Dreisprachige Fassung
- ↑ DVS Widerstands-Rollennahtschweißen – Verfahren und Grundlagen, DVS-Merkblatt 2906-1, 2006